






1.Introduction
Additive Manufacturing (AM) has changed the manufacturing industry to some extent by implementing layer by layer manufacturing. Unlike traditional methods of removing materials manufacturing, AM involves gradually adding materials through controlled means to construct objects. AM can manufacture precise geometric parts by using Computer-aided manufacturing (CAM) and Computer-aided design (CAD) [1]. In AM technology, the 3D model designed by CAD software is transformed into a triangular mesh of manufacturing objects, and then divided into 2D contour layers. Each layer of the model is combined with the previous layer, stacked layer by layer until the overall completion [2]. As an emerging manufacturing method, the most significant advantage of AM is that it can freely manufacture relatively complex or previously impractical parts using raw materials, and can produce the desired shape without the use of traditional manufacturing methods such as forging, casting, and secondary processing. This method also has other advantages: reducing material waste, allowing unused powder to be recycled and reused, and enhancing design freedom [3].
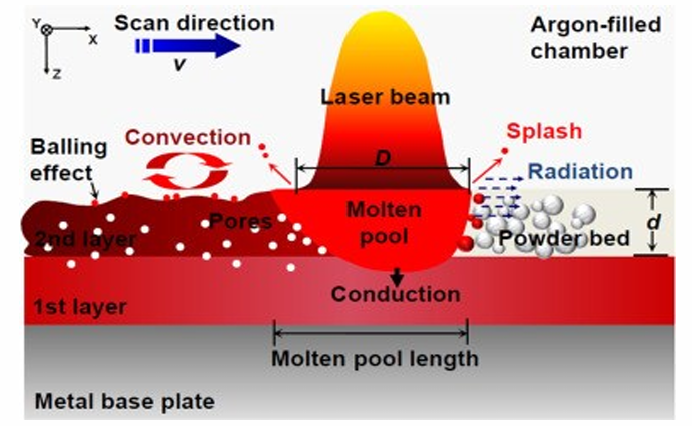
AM technology includes many technologies, with the most commonly used being PBF (such as EBM, SLM, DMLS) and DED (such as LENS, EBF) [4]. This paper mainly studies SLM. Selective laser melting (SLM) is a very common and concerned Rapid prototyping technology [5]. In SLM, high-power lasers can selectively melt small metal powders laid in advance on the substrate. When the laser scans the powder substrate, the laser will melt the powder particles and fuse them with the substrate. After completing one layer, a new layer of fusion begins, forming a solid object with high structural integrity. As shown in Figure 1, when a laser is irradiated on a metal powder, the metal powder will rapidly melt. After the laser passes, the metal liquid will solidify, and a series of complex phenomena will occur, such as energy transfer, temperature changes, phase transitions, etc [6]. SLM can flexibly select different metal alloys and composite materials to achieve the manufacturing of metal parts with specific shapes or properties. The most important factors to consider when selecting appropriate additive manufacturing technology are accuracy, time, and manufacturing cost [2]. The laser power and laser scanning speed are important parameters in SLM. The temperature during manufacturing can also have an impact on the final manufacturing product. Therefore, this article aims to investigate the effects of laser scanning rate and laser energy on the temperature field of SLM.
Through an extensive review of the existing literature, numerous investigations pertaining to the thermal characteristics in Selective Laser Melting (SLM) have been conducted. Du et al. (2019) devised a predictive model, employing the finite element method, to characterize the temperature distribution within the AlSi10Mg melt pool during the SLM process. Through comprehensive simulations, their findings indicated a direct correlation between laser energy output (ranging from 350W to 450W) and temperature elevation, while a reverse relationship was observed with scanning speeds (ranging from 800mm/s to 1200mm/s). Furthermore, practical experimentation was conducted employing AlSi10Mg powder material, prepared utilizing the aerosol method, generously provided by Renishaw Company. Remarkably, the anticipated results exhibited substantial conformity with the empirical outcomes, showcasing a prediction margin of error below 7% [7]. In a parallel investigation, Ansari et al. (2019) delved into the temperature distribution within the powder bed throughout the entirety of the SLM process, focusing on Ti6Al4V. Employing a 3D finite element analysis approach, their simulations divulged that a reduction in laser scanning speed from 1000 mm/s to 750 mm/s (P=120 W) was accompanied by an augmented maximum temperature, reaching 2624.7 K. Further escalating the laser power to 150W (u=1000 mm/s) resulted in an elevated maximum temperature of 2530.1 K. To corroborate these findings, temperature curves along the scanning direction of Ti6Al4V powder during SLM preparation were meticulously recorded using a TELOPS FAST-IR (M350) thermal imager. Upon meticulous comparison of the numerical simulations and experimental data, it was ascertained that the established model's prediction accuracy fell within the range of 21-40K [8]. Consequently, it is evident that numerical simulations offer a valuable and reasonably effective approach. Expanding the scope of their inquiry, Chen et al. (2020) simulated the SLM process for high-strength tool steel. The outcomes of their simulations revealed a notable surge in the maximum temperature from 2085°C to 2851°C with escalating laser power. Conversely, a considerable decline in the maximum temperature occurred as scanning speed increased from 300 mm/s to 800 mm/s, plummeting from 3644°C to 1827°C [9]. Furthermore, for the ZL104 aluminum alloy, Y. Shi (2022) employed the Computational Fluid Dynamics (CFD) method to simulate the SLM process, investigating the influence of laser power and scanning speed on the temperature field and melting pool. As laser power increased, the maximum temperature within the molten pool rose from 1055 K to 1097 K, while an increase in scanning speed resulted in a noteworthy temperature decrease of 98 K [10]. Lastly, Li et al. (2020) established a comprehensive three-dimensional finite element model to examine the thermal history during the SLM process of Ti6Al4V. Their simulations elucidated that an escalation in laser power from 280 W to 360 W led to a proportional increase in the maximum temperature, ranging from 3291 K to 3866 K. Interestingly, when laser power was held constant at 360 W, the maximum temperature experienced a reduction of 717 K as scanning speed was elevated [11]. These collective findings underscore the effectiveness of numerical simulations in comprehending temperature dynamics within SLM processes across diverse materials.
Aluminum alloy stands as a prevalent structural material with promising applications within the realm of Selective Laser Melting (SLM). Nevertheless, the current academic landscape lacks comprehensive quantitative research outcomes pertaining to the temperature field, considering the multifaceted influence of parameters like scanning speed and laser power in the SLM additive manufacturing process involving aluminum alloy materials. Given the substantial errors and prohibitive expenses associated with direct experimental observations, coupled with the acknowledged efficacy of numerical simulations, this research investigates the impact of printing speed and laser power on the temperature field within aluminum alloy materials during selective laser melting. Through rigorous numerical simulations, we strive to provide valuable insights into this crucial aspect of SLM, bridging the knowledge gap and contributing to the advancement of this field.
2.Model description
In SLM simulation, it is generally done by moving a laser to scan through a metal powder layer. In this paper, a fixed laser emitter is used to simulate the SLM process by moving a metal flat plate where the metal powder layer is placed. The CFD method approximates the fluid flow situation by solving differential equations to obtain the discrete distribution of the flow field on a continuous distribution. This paper uses CFD (Computational fluid dynamics) to simulate SLM process of aluminum alloy powder (6061). As shown in Figure 2, the model used in the simulation is a 100 mm × 60 mm × 10 mm metal rectangular plate. The area of the laser spot is approximately 10 square millimeters. The model is established and simulated using ANSYS FLUENT. This paper discusses the two parameters of laser scanning speed and laser power, and the simulated parameter values are selected as shown in the Table 1.
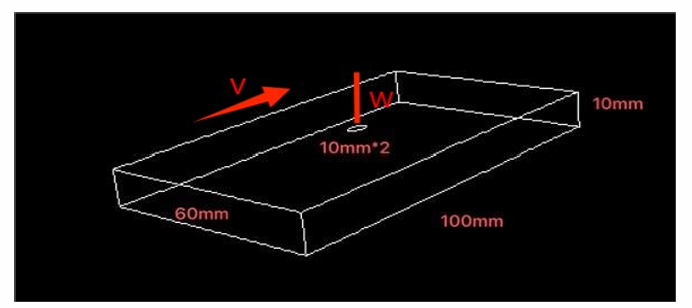
Table 1. Parameter values of laser scanning speed and laser power in simulation.
|
v ( scanning speed ) |
0.001m/s |
0.002m/s |
0.003m/s |
0.004m/s |
0.005m/s |
Fixed at 700W |
|
P (laser power) |
650W |
675W |
700W |
725W |
750W |
Fixed at 0.003m/s |
In the software, the units of the grids are set to the millimeter level, and energy equations are added to the model. The material is set to aluminum alloy powder solid material, but the material type is selected as fluid type. Divide the entire model into different regions: heat source zone, top surface zone, two sides zone, bottom surface zone, etc. Set parameters for each zone within the boundary conditions:
Set heat flux - laser power, within the heat source zone.
Set a heat transfer coefficient of 30\( W/{m^{2}}k \)in the top surface zone of the model.
The bottom surface zone and the two sides zone of the model are in contact with the metal base plate and metal fixture plate, so the heat transfer coefficient is set to 350\( W/{m^{2}}k \).
Set the velocity of the metal plate, which is the scanning speed.
Thermal conductivity of aluminum alloy material in the fluid area is 230\( W/mk \).
3.Results and discussion
We present the findings from our simulations and engage in a comprehensive discussion of their implications. Our study involved simulations of the Selective Laser Melting (SLM) process, conducted under two distinct experimental conditions:
1. Variations in scanning speed, with the laser power consistently set at 700 W.
2. Adjustments to laser power, while maintaining a constant scanning speed of 0.003 mm/s.
Our primary objective was to investigate the temperature field's distribution within two critical zones: the top surface and the heat source region within the metal plate. Moreover, we embarked on a detailed analysis to unravel the repercussions of altering laser power and scanning speed on the peak temperature within the temperature field.
3.1.Effects of printing speed on temperature field
When the laser power remains constant, as the laser moves faster, it reduces the time required for the laser to move along the same path, thereby reducing the time for aluminum alloy powder to absorb heat. However, the efficiency of aluminum alloy powder in absorbing heat remains unchanged, and a decrease in absorption time will lead to a decrease in peak temperature.
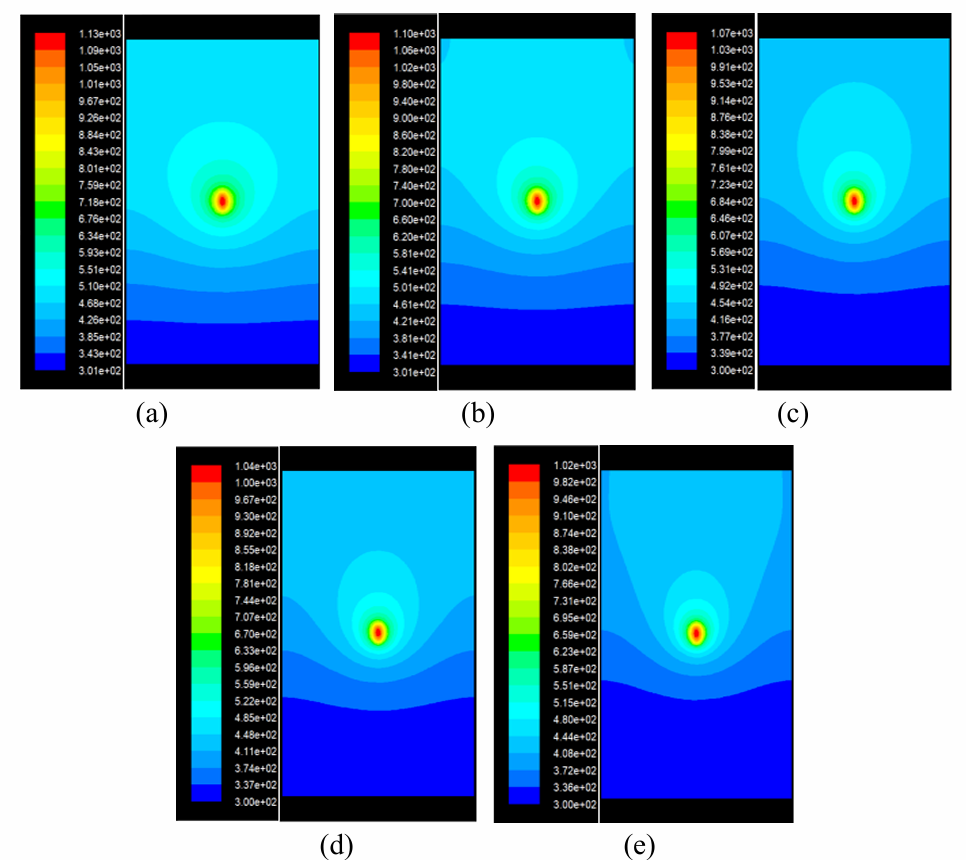
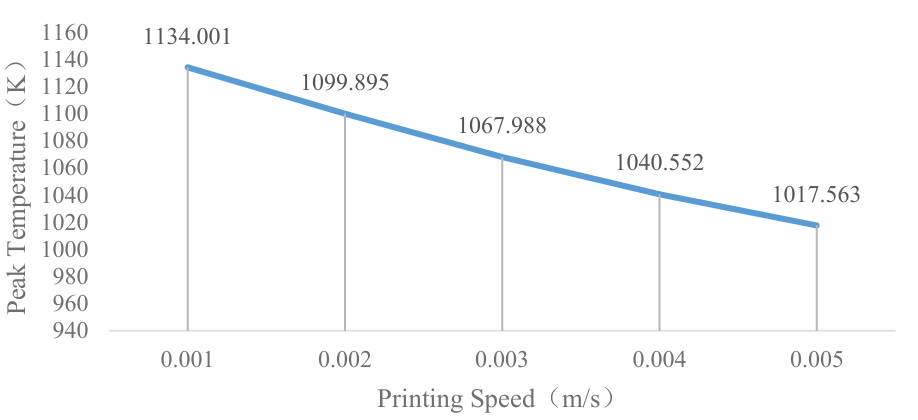
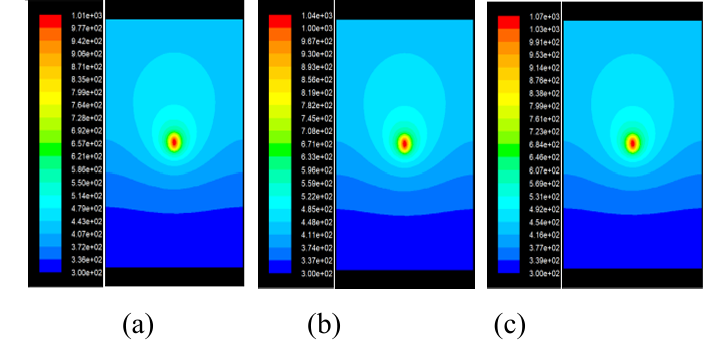
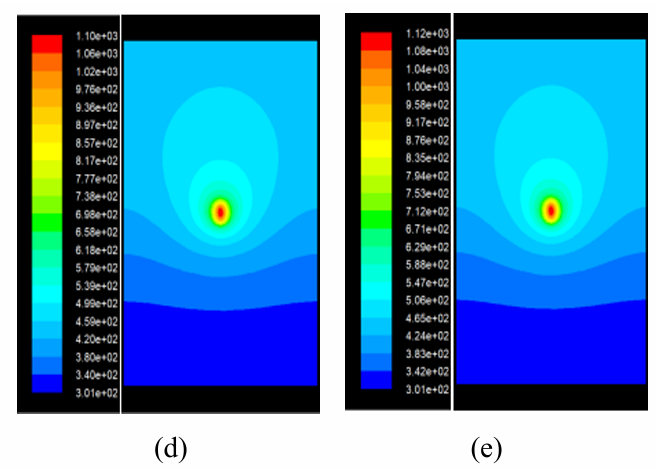
Figure 3 illustrates a noteworthy trend: an increase in printing speed is associated with a decrease in peak temperature. This is particularly evident in the reduced high-temperature affected region as printing speed rises. This phenomenon aligns well with the anticipated impact of printing speed on peak temperature. Figure 4 reinforces this relationship, highlighting a nearly linear correlation between laser printing speed and peak temperature within the temperature field. Specifically, with a constant laser power of 700W, the peak temperature exhibits a consistent decline from 1134 K to 1017 K as the printing speed escalates from 0.001 m/s to 0.005 m/s. Importantly, these simulation findings align closely with the expectations derived from experimental data, reinforcing the reliability of our results.
3.2.Effects of laser power on temperature field
When the printing speed of the laser remains constant, as the laser power increases, it increases the heat absorption efficiency of the aluminum alloy powder, which means increasing the amount of heat absorbed at the same time. However, since the printing speed has not changed, it means that the movement time has not changed. As the laser power increases, the aluminum alloy powder absorbs more heat, and the peak temperature also increases.
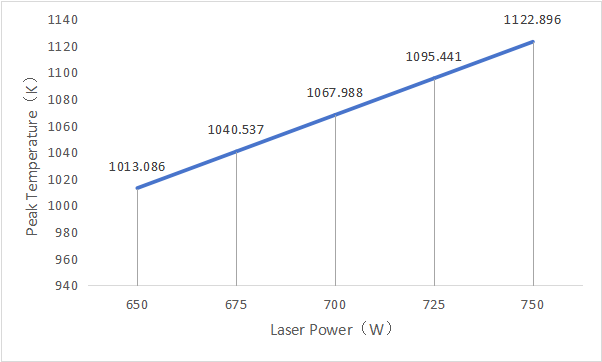
The simulation findings, as depicted in Figures 5, reveal a consistent temperature distribution pattern within the high-temperature affected zone. Notably, the primary variance observed is the augmentation of peak temperature, mirroring the laser power increment. It's essential to note that the alterations in laser power are relatively subtle, contributing to this uniformity. Detailed numerical values can be found in Figure 6. Similar to our observations with printing speed, we discern a linear correlation between laser power and peak temperature within the temperature field. Holding the printing speed constant at 0.003 m/s, an increase in laser power from 650W to 750W corresponds to a progressive rise in peak temperature, ascending from 1013 K to 1122 K. It's significant to underline that these simulation results closely align with the anticipated outcomes derived from experimental trials, further bolstering the credibility of our research.
|
|
|
Figure 6. Peak temperature under different laser power at 0.003m/s. |
4.Conclusions
In this study, we have introduced a model designed to accurately simulate the quantitative impact of two critical factors, namely printing speed and laser power, on the temperature field during the additive manufacturing process employing aluminum alloy powder and the selective laser melting technique. Our investigation has yielded valuable insights into their influence on both peak temperature and temperature distribution:
1. The peak temperature exhibits an inverse relationship with printing speed but a direct correlation with laser power.
2. Alterations in the high-temperature affected area within the temperature distribution are predominantly attributed to changes in printing speed. Specifically, as the printing speed escalates, the affected area diminishes.
An examination of the underlying mechanisms sheds light on these observations. When laser power remains constant, the rate of heat absorption remains uniform. However, an increase in printing speed reduces the duration available for heat absorption. Consequently, the peak temperature decreases, accompanied by a reduction in the high-temperature affected area.
Conversely, when printing speed is held steady, the time allotted for heat absorption remains unchanged. Nonetheless, an elevation in laser power results in a higher quantity of heat absorbed per unit of time. Consequently, the peak temperature increases with the augmentation of laser power. It's noteworthy, however, that due to the marginal variance in laser power adjustments, the temperature distribution pattern remains largely consistent throughout our experiments.
References
[1]. Hutmacher D. W., Sittinger M. and Risbud M. V. (2004) Scaffold-Based Tissue Engineering: Rationale for Computer-Aided Design and Solid Free-Form Fabrication Systems, Trends in Biotechnology, 22(7), 354–362.
[2]. Shirazi S. F. S., Gharehkhani S. and Mehrali M. et al. (2015) A Review on Powder-Based Additive Manufacturing for Tissue Engineering: Selective Laser Sintering and Inkjet 3d Printing, Science and Technology of Advanced Materials, 16(3). doi: 10.1088/1468-6996/16/3/033502.
[3]. Liu S. and Shin Y. C. (2019) Additive Manufacturing of Ti6al4v Alloy: A Review, 164. doi: 10.1016/j.matdes.2018.107552.
[4]. Lewandowski J. J. and Seifi M. (2016) Metal Additive Manufacturing: A Review of Mechanical Properties, Annual Review of Materials Research, 46, 151–186. doi:10.1146/annurev-matsci-070115-032024.
[5]. Zhang J., Song B. and Wei Q. et al. (2019) A Review of Selective Laser Melting of Aluminum Alloys: Processing, Microstructure, Property and Developing Trends, Journal of Materials Science & Technology, 35(2), 270–284. doi: 10.1016/j.jmst.2018.09.004.
[6]. Shi Q., Gu D. and Xia M. et al. (2016) Effects of Laser Processing Parameters on Thermal Behavior and Melting/solidification Mechanism during Selective Laser Melting of Tic/inconel 718 Composites, Optics and Laser Technology, 84, 9–22. doi: 10.1016/j.optlastec. 2016.04.009.
[7]. Du Y., You X. and Qiao F. et al. (2019) A Model for Predicting the Temperature Field during Selective Laser Melting, Results in Physics, 12, 52–60. doi: 10.1016/j.rinp.2018.11.031.
[8]. Ansari M. J., Nguyen D. and Park H. S. (2019) Investigation of Slm Process in Terms of Temperature Distribution and Melting Pool Size: Modeling and Experimental Approaches, Materials (Basel, Switzerland), 12(8). doi: 10.3390/ma12081272.
[9]. Chen Y., Chen H. and Wu Y. et al. (2020) Numerical and Experimental Investigation on Thermal Behavior and Microstructure during Selective Laser Melting of High Strength Steel, Journal of Manufacturing Processes, 57, 533–542. doi: 10.1016/j.jmapro.2020.06.041.
[10]. Shi Y. (2022) Impacts of Laser Power and Scan Speed on Temperature Field and Molten Pool of Zl104 Aluminum Alloy Selective Laser Melting, Journal of Physics: Conference Series, 2386(1). doi: 10.1088/1742-6596/2386/1/012081.
[11]. Li J., Wei Z. and Yang L. et al. (2020) Finite Element Analysis of Thermal Behavior and Experimental Investigation of Ti6al4v in Selective Laser Melting, Optik - International Journal for Light and Electron Optics, 207. doi: 10.1016/j.ijleo.2019.163760.
Cite this article
Li,J. (2023). Effects of laser power and printing speed on the temperature field during selective laser melting of aluminum alloy. Theoretical and Natural Science,9,258-264.
Data availability
The datasets used and/or analyzed during the current study will be available from the authors upon reasonable request.
Disclaimer/Publisher's Note
The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of EWA Publishing and/or the editor(s). EWA Publishing and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content.
About volume
Volume title: Proceedings of the 3rd International Conference on Computing Innovation and Applied Physics
© 2024 by the author(s). Licensee EWA Publishing, Oxford, UK. This article is an open access article distributed under the terms and
conditions of the Creative Commons Attribution (CC BY) license. Authors who
publish this series agree to the following terms:
1. Authors retain copyright and grant the series right of first publication with the work simultaneously licensed under a Creative Commons
Attribution License that allows others to share the work with an acknowledgment of the work's authorship and initial publication in this
series.
2. Authors are able to enter into separate, additional contractual arrangements for the non-exclusive distribution of the series's published
version of the work (e.g., post it to an institutional repository or publish it in a book), with an acknowledgment of its initial
publication in this series.
3. Authors are permitted and encouraged to post their work online (e.g., in institutional repositories or on their website) prior to and
during the submission process, as it can lead to productive exchanges, as well as earlier and greater citation of published work (See
Open access policy for details).
References
[1]. Hutmacher D. W., Sittinger M. and Risbud M. V. (2004) Scaffold-Based Tissue Engineering: Rationale for Computer-Aided Design and Solid Free-Form Fabrication Systems, Trends in Biotechnology, 22(7), 354–362.
[2]. Shirazi S. F. S., Gharehkhani S. and Mehrali M. et al. (2015) A Review on Powder-Based Additive Manufacturing for Tissue Engineering: Selective Laser Sintering and Inkjet 3d Printing, Science and Technology of Advanced Materials, 16(3). doi: 10.1088/1468-6996/16/3/033502.
[3]. Liu S. and Shin Y. C. (2019) Additive Manufacturing of Ti6al4v Alloy: A Review, 164. doi: 10.1016/j.matdes.2018.107552.
[4]. Lewandowski J. J. and Seifi M. (2016) Metal Additive Manufacturing: A Review of Mechanical Properties, Annual Review of Materials Research, 46, 151–186. doi:10.1146/annurev-matsci-070115-032024.
[5]. Zhang J., Song B. and Wei Q. et al. (2019) A Review of Selective Laser Melting of Aluminum Alloys: Processing, Microstructure, Property and Developing Trends, Journal of Materials Science & Technology, 35(2), 270–284. doi: 10.1016/j.jmst.2018.09.004.
[6]. Shi Q., Gu D. and Xia M. et al. (2016) Effects of Laser Processing Parameters on Thermal Behavior and Melting/solidification Mechanism during Selective Laser Melting of Tic/inconel 718 Composites, Optics and Laser Technology, 84, 9–22. doi: 10.1016/j.optlastec. 2016.04.009.
[7]. Du Y., You X. and Qiao F. et al. (2019) A Model for Predicting the Temperature Field during Selective Laser Melting, Results in Physics, 12, 52–60. doi: 10.1016/j.rinp.2018.11.031.
[8]. Ansari M. J., Nguyen D. and Park H. S. (2019) Investigation of Slm Process in Terms of Temperature Distribution and Melting Pool Size: Modeling and Experimental Approaches, Materials (Basel, Switzerland), 12(8). doi: 10.3390/ma12081272.
[9]. Chen Y., Chen H. and Wu Y. et al. (2020) Numerical and Experimental Investigation on Thermal Behavior and Microstructure during Selective Laser Melting of High Strength Steel, Journal of Manufacturing Processes, 57, 533–542. doi: 10.1016/j.jmapro.2020.06.041.
[10]. Shi Y. (2022) Impacts of Laser Power and Scan Speed on Temperature Field and Molten Pool of Zl104 Aluminum Alloy Selective Laser Melting, Journal of Physics: Conference Series, 2386(1). doi: 10.1088/1742-6596/2386/1/012081.
[11]. Li J., Wei Z. and Yang L. et al. (2020) Finite Element Analysis of Thermal Behavior and Experimental Investigation of Ti6al4v in Selective Laser Melting, Optik - International Journal for Light and Electron Optics, 207. doi: 10.1016/j.ijleo.2019.163760.